- 联系我们 了解更多详细信息,请致电
0515-83516337
或给我们留言
留言反馈辐射管
网站当前位置:网站首页 > 产品中心- 丰东辐射管管芯



产品特点:
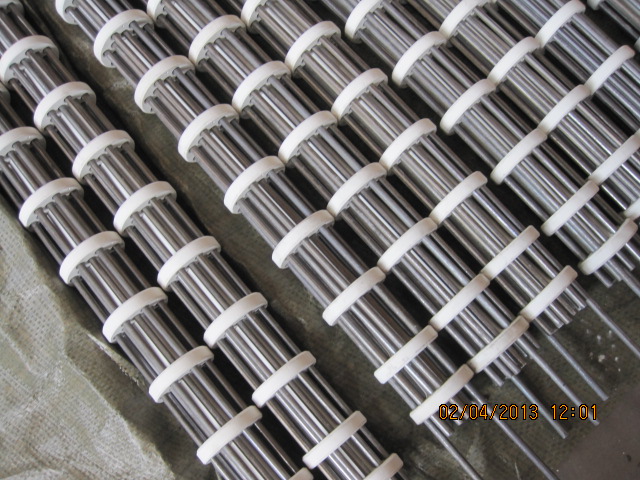
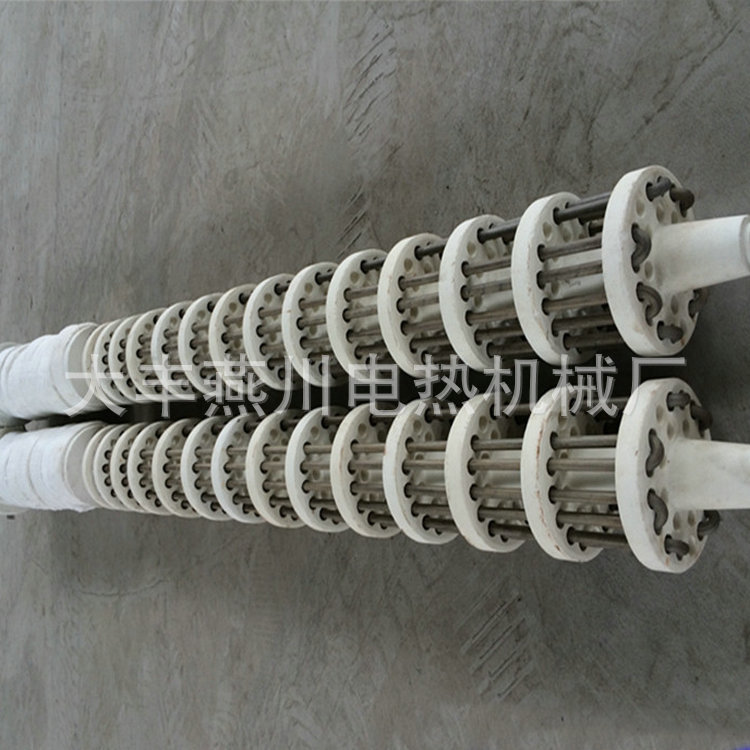
电热辐射管内芯由U型轴向排列端部焊接的电阻丝和陶瓷支撑架组成,内芯与外保护套管之间无屏蔽,散热好。额定工作温度1000度的电热辐射管,电阻丝的材质为Cr20Ni80或0Cr21Al6Nb,表面工作温度可达1200度,用此材质电热辐射管的最高工作温度可达1000度,支撑架是高铝陶瓷件。外保护套管是冷拔无缝薄壁耐热钢管,材质是1Cr25Ni20Si2或1Cr25Ni35Si2,该材料高温抗氧化性能良好,高温蠕变强度较高,具有一定的抗渗碳性能,该辐射管设计与选材安全系数较大。
额定工作温度1200度的电热辐射管,电阻丝的材质为0Cr27Al7Mo2,表面工作温度可达1400度,用此材质电热辐射管短时的最高工作温度为1250度,支撑架是钢玉瓷件。外保护套管是冷拔无缝薄壁耐热钢管,材质是Fe-Ni-Cr-Al-Re合金,该材料具有超高的抗氧化能力,在氧化气氛中1300度可长期工作,1360度短期抗氧化。适用于在高温低氧分压及含S、C环境工作。
本厂研制生产的电热辐射管除为国内各热处理设备厂家配套外,也可以为用户研究设计制造非标准产品的加热器,根据使用场合的情况可分为:耐热钢无缝管、板材圈焊管、离心铸造管和非金属套管等。
高温电热辐射管特点:
1、选用优质原材料生产的无缝冷拔耐热钢管(最高温度为1200度)制造
2、内芯采用电阻丝U型轴向排列端部焊接方式
3、电阻丝与陶瓷架基本上无屏蔽,电阻丝与炉膛温差小
4、最高工作温度1000度或1200度
5、本公司生产的辐射管的优点是选用无缝冷拔、薄壁耐热钢管(1Cr25Ni20Si2或0Cr25Ni20Si2),其产品的热辐射比同类产品高10%
6、使用8000h以上。






1、电热材料:
要求电热丝的耐热程度高;材料无杂质,不偏析,抗氧化能力强;在使用过程中,不变形,不击穿,无漏洞现象。牌号 Cr Ni AL Mn P S C Fe Cr20Ni80 20~23 余量 ≤0.5 ≤0.6 ≤0.02 ≤0.02 ≤0.08 ≤1.0 0Cr25AL5 23~26 ≤0.06 4~7 ≤0.07 ≤0.02 ≤0.02 ≤0.06 余量 0Cr21AL6Nb 21~23 ≤0.06 5~7 ≤0.07 ≤0.02 ≤0.02 ≤0.05 余量 0Cr27AL7Mo2 26~28 ≤0.06 5~7 ≤0.02 ≤0.02 ≤0.02 ≤0.05 余量 2、耐火材料:
要求耐火材料为刚玉质,在辐射管工作的过程中,有较高的高温强度和高温绝缘能力,不碎裂,不漏电。性能 指标 耐火度℃ 1650 体积密度g/cm3 2.8-3.0 显气孔率/% 15-18 热膨胀/% 0.6-0.8 热震稳定性℃/水冷却 80 3、保护罩我厂采用进口的OCr25Ni20Si2外罩在局部发热时,管体变形极微小,对发热元件及炉内工作环境没有影响;耐热能力强,正常使用时间为6000~10000小时,为国内领先水平。
钢号 C Si Mn P S Cr Ni 1Cr25Ni20Si2 1.5-2.5 ≤1.5 ≤0.03 ≤0.03 ≥24.0 ≥18.4 4、制作工艺电热丝调直过程中,无裂纹;焊接过程中,焊肉饱满平整,无过热偏析及虚焊现象。经过大量客户使用后证实,在正常的工作温度和负荷下,本厂生产的电热辐射管在多种炉体中,使用时间均大于8000小时。本厂欢迎各界人士莅临指导,愿与业内同仁共同探讨,共同进步。

产品使用及保养:
一、 使用
(1)禁止长时间超温、超负荷使用;
(2)炉温高温400℃时,不得急速冷却;
(3)装料和出料时切勿触及辐射管;
(4)炉子在工作时,经常注意控制盘上的红绿灯是否正常,保温时经一段时间红绿灯 要交换一次,以免因控制开关失灵而烧毁辐射管;
(5)随时注意仪表的工作情况,发现炉温与仪表指示不正常时必须及时分析处理;
(6)超过100KW容量的炉子,每个加热区装有检查用的电流表,三厢高温电炉每相都应安装电流表。常见过程排除法:
序号 故障现象 产生原因 排除方法 1、电阻丝与钢管接触 1、电阻丝应退火,并绕紧扎好 1 元件短路 2、电阻丝在2根芯管之间过渡不当 2、采用合理的过渡方式 3、耐热芯管或瓷盘断裂 3、选好材料并注意不使其断裂 4、氧化皮掉落管底过多 4、在管底安放耐火砖 5、材料尺寸控制范围之内 芯管或瓷管断裂 1、耐热瓷件质量不好 1、注意瓷件质量 2 2、气焊时火焰接触瓷件 2、避免火焰接触瓷件 3、安装时剧烈碰撞或振动 3、避免碰撞,振动 4、使用时加热过急 4、选好材料,改进结构 3 辐射管开裂 1、焊接材料不好 1、选好焊接材料 2、焊接操作不当 2、按规格焊接 4 辐射管变形 1、辐射管材质不好 1、选好材料 2、吊放不当或热应力变形 2、正确吊放,如有变形,应及时采取措施 3、水平放置,受力不当 3、水平放置时,应设有支撑架
-
上一张:链轨
下一张:丰东辐射管外套

